Hàn là một thao tác quan trọng trong gia công cơ khí hiện nay. Trên thực tế, hiện nay có rất nhiều phương pháp hàn khác nhau. Tùy theo công việc cũng như chất liệu mà người ta sẽ lựa chọn các phương pháp hàn khác nhau. Nếu các bạn đang quan tâm đến các phương pháp hàn kim loại phổ biến được sử dụng nhiều nhất trong ngành cơ khí hiện nay thì hãy theo dõi bài viết dưới đây của chúng tôi nhé.
Nội dung
Các phương pháp hàn kim loại được sử dụng nhiều nhất hiện nay
Các phương pháp hàn kim loại được sử dụng phổ biến nhất trên thị trường hiện nay. Mỗi phương pháp này đều có những ưu điểm và nhược điểm riêng mà các bạn cần biết để lựa chọn sử dụng phương pháp phù hợp.
Phương pháp hàn MIG
Hàn MIG được biết đến là một trong những phương pháp khá phổ biến trong các phương pháp hàn kim loại hiện nay. Đây là kỹ thuật hàn sử dụng hồ quang nóng chảy trong môi trường khí. Nguồn nhiệt hàn do hồ quang tạo ra sẽ làm kim loại nóng chảy trong môi trường khí trơ hoặc khí khử (Argon, He). Khi sử dụng phương pháp này sẽ có những ưu điểm và nhược điểm riêng.
Ưu điểm của phương pháp hàn MIG
- Chất lượng hàn tốt. Mối hàn ít cong vênh, không bị xỉ.
- Tốc độ hàn cao hơn các phương pháp khác.
- Hàn trên nhiều loại vật liệu với độ dày khác nhau.
- Thao tác hàn khá đơn giản và dễ làm.
- Điều kiện làm việc của hàn MIG tốt, quá trình hàn không phát sinh khí độc.

Nhược điểm
- Thiết bị được sử dụng trong hàn MIG khá đắt tiền.
- Chỉ thích hợp hàn 1G, 2G, 3G và F. Không thể hàn 4G trở lên vì khi hàn kim loại sẽ chảy xệ.
- Khả năng linh hoạt kém, khó di chuyển nhiều.
- Bức xạ nhiệt cao, kim loại bắn ra khi hàn. Mối hàn thường bị bẩn.
- Độ sâu thâm nhập thấp.
- Khí bảo vệ có thể bị gió thổi bay lệch, tạo lỗ hổng, khó sử dụng trên công trường. Nên phương pháp này chỉ thích hợp hàn trong các nhà máy, xưởng sản xuất.
Phương pháp hàn TIG
Trong các phương pháp hàn kim loại thì Hàn TIG là phương pháp sử dụng điện cực không nóng chảy, trong môi trường khí trơ nhằm hạn chế tác hại của O2, N2 trong không khí.
Ưu điểm của các phương pháp hàn kim loại TIG
- Hàn nhiều loại kim loại, thép hợp kim, kim loại màu và hợp kim của chúng.
- Có thể hàn kim loại mỏng hoặc dày do phạm vi điều chỉnh rộng của các thông số hàn.
- Hàn được ở mọi vị trí không gian khác nhau và ở mọi tư thế hàn. Bạn có thể sử dụng nó để hàn, hàn đường hoặc hàn đường cong.
- Mối hàn sạch đẹp, không bị xỉ, bắn tung tóe.
- Tạo ra rất ít khói hàn.

Nhược điểm
- Yêu cầu thợ hàn lành nghề
- Thiết bị và vật liệu hàn rất đắt tiền.
- Khả năng hàn thấp.
Các phương pháp hàn kim loại – Hàn MAG
Tương tự như hàn MIG, chỉ có sự khác biệt giữa hàn MIG là ở khí được sử dụng. Hàn MAG được biết đến là phương pháp hàn bán tự động sử dụng khí che chắn là khí “hoạt hóa”. Phương pháp này thường được sử dụng để hàn các loại thép thông thường. Khí hoạt hóa được sử dụng là CO2 hoặc Argon với việc bổ sung khí Oxy hoặc Hydro. Nhưng chủ yếu sử dụng CO2 vì đây là loại dễ kiếm, dễ sản xuất, giá thành rẻ.
Ưu điểm của phương pháp hàn MAG
- Năng suất cao.
- Mối hàn đẹp, ít cong vênh, ít sỉ.
- Dễ dàng tự động hóa.
- Hàn được các mối hàn dài không bị gián đoạn.
- Hàn MAG sử dụng khí CO2 là chủ yếu nên chi phí hàn rất rẻ.
- Không yêu cầu kỹ thuật hàn quá cao như hàn TIG.
- Không có khí độc sinh ra trong quá trình hàn.

Nhược điểm
- Thường chỉ dùng để hàn các loại thép kết cấu cacbon thấp và trung bình.
- Khi vật hàn bị bắn tung tóe. Độ sâu thâm nhập thấp. Muốn nấu nhiều thì phải vát C.
- Chất lượng của mối hàn bằng phương pháp này có thể bị ảnh hưởng bởi tốc độ gió xung quanh. Do đó, nó cũng ít được sử dụng cho các công việc hàn.
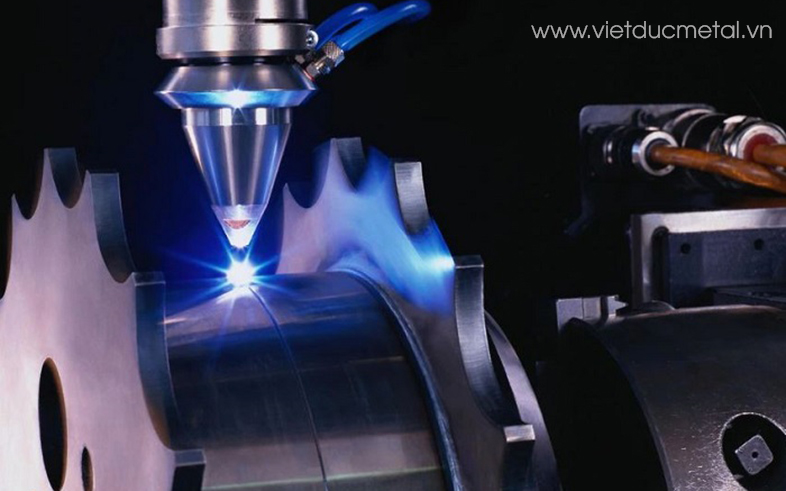
Các phương pháp hàn kim loại – Hàn Laser
Trong các phương pháp hàn kim loại thì hàn laser được đánh giá là phương pháp hàn tiên tiến nhất. Kim loại tại mối hàn được nấu chảy bằng tia laser và sau đó được kết tinh để tạo ra mối hàn. Hàn laser thường được sử dụng để nối các bộ phận khó tiếp cận.
Ưu điểm của hàn laser
- Hàn nhiều loại vật liệu kim loại và phi kim loại như nhựa, gốm sứ, v.v.
- Đường hàn mịn, đảm bảo tính thẩm mỹ cho sản phẩm, ít phải làm sạch mối hàn.
- Tốc độ hàn cao, dễ cơ khí hóa và tự động hóa.
- Tốc độ làm nóng và nguội cao, vùng ảnh hưởng nhiệt nhỏ nên hàn laser sử dụng tốt cho các vị trí hàn có mối nối với các bộ phận bị ảnh hưởng nhiệt.
Nhược điểm
- Vật liệu có độ phản xạ cao sẽ làm chệch hướng chùm tia laze và làm giảm hiệu quả hàn.
- Tốc độ làm nguội nhanh khiến mối hàn có nguy cơ bị gòn.
- Chi phí đầu tư ban đầu lớn.
- Việc đào tạo người vận hành mất nhiều thời gian.
Phương pháp Hàn que
Trong các phương pháp hàn kim loại, hàn que được phát minh và đưa vào sử dụng khá sớm từ năm 1907. Hàn que hay còn gọi là hàn hồ quang tay sử dụng điện cực ở dạng que hàn. Trong đó tất cả các thao tác như thay que hàn, xê dịch que hàn, gây hồ quang… đều được thợ hàn thực hiện thủ công.
Ưu điểm
- Hàn được nhiều loại kim loại với độ dày khác nhau.
- Mối hàn có độ ngấu sâu.
- Hàn tất cả các vị trí, vị trí trong không gian qian.
- Môi trường tự cung cấp cho quá trình hàn.
- Chi phí đầu tư thiết bị thấp, việc sử dụng được đơn giản hóa đến mức tối đa và tính cơ động cao.
- Được ứng dụng rộng rãi trong cả cơ khí chế tạo và kết cấu thép trong công trình dân dụng.

Nhược điểm
- Quá trình hàn bị gián đoạn, không liên tục do phải dừng lại để thay que hàn.
- Lãng phí vật liệu hàn.
- Dễ bị lẫn xỉ nên khi hàn xong phải làm sạch xỉ ra khỏi mối hàn.
Bài viết là những chia sẻ của chúng tôi về các phương pháp hàn kim loại thông dụng nhất. Nếu bạn có nhu cầu gia công cơ khí hoặc tìm hiểu các dịch vụ cơ khí liên quan, hãy gọi ngay cho chúng tôi để được tư vấn và hỗ trợ.





